宜興市申峰塑料防腐設(shè)備有限公司可以定制各種型號(hào)的常壓不銹鋼儲(chǔ)罐、不銹鋼攪拌罐。并可配套成套攪拌裝置,各種非標(biāo)不銹鋼塔器,包括噴淋塔、填料塔、廢氣塔、氧化塔、洗滌塔、除霧塔、泡罩塔等。
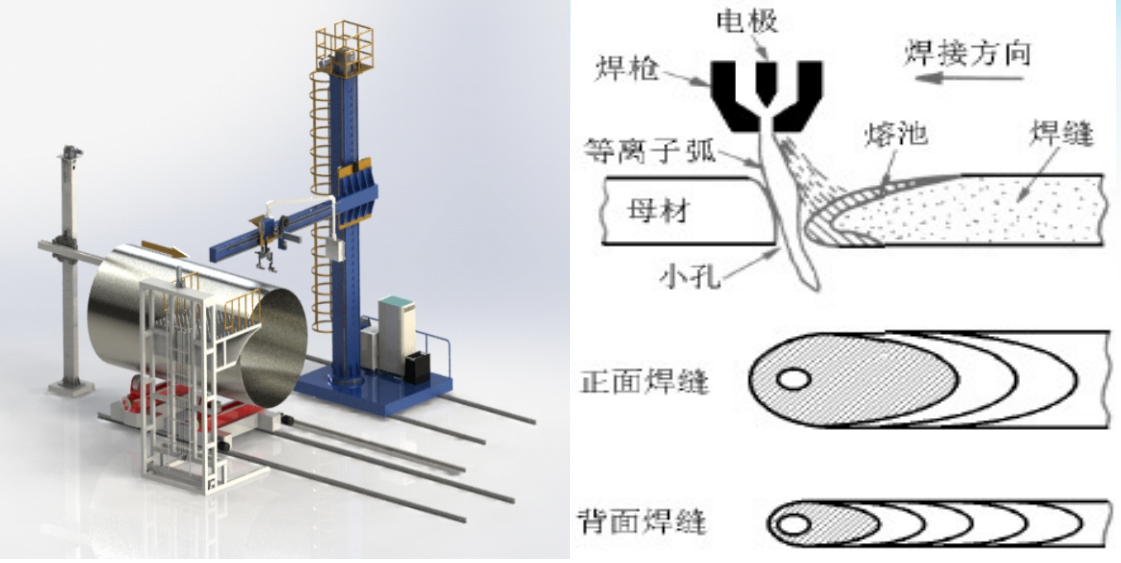
我公司生產(chǎn)的不銹鋼產(chǎn)品的焊接工藝采用等離子焊接,焊縫成型美觀,質(zhì)量高,效率高。等離子弧能量密度大,弧柱溫度高,穿透能力強(qiáng),可實(shí)現(xiàn)3~10mm厚度鋼材不開(kāi)坡口焊接,能一次焊透雙面成形,焊接速度快,生產(chǎn)效率高,應(yīng)力變形小。管口及法蘭焊接均采用氬弧焊接。

不銹鋼等離子焊接工藝介紹
- 工件名稱:筒體、容器
- 工件材料:碳鋼、不銹鋼、雙目鋼、鈦材
- 工件尺寸:筒體長(zhǎng)度L≤15000mm;筒體直徑:Φ500~4500mm;
- 板厚:3~10mm;10mm以上按技術(shù)要求開(kāi)坡口
- 焊接形式:筒體對(duì)接I/Y型焊縫;工件預(yù)先卷圓成型并焊接后矯正校圓;
- 焊接方式:(環(huán)縫)采用工件回轉(zhuǎn),焊槍固定的方式;(縱縫)采用工件行走焊接的方式。
- 焊接工藝:采用P+T焊接方式;單面焊,雙面成型;焊接兩層,第一層采用穿透型等離子焊機(jī),保證完全焊透。在焊接時(shí)可以觀察穿孔效應(yīng),并作為完全焊透的標(biāo)準(zhǔn)。第二層采用TIG焊+擺動(dòng),消除穿透型等離子焊接的咬邊現(xiàn)象。壁厚t≤3mm采用TIG焊接方式,I型坡口;壁厚3mm≤t≤12mm采用PAW+TIG焊接方式,(2)3-10mm采用I型坡口焊縫形式,12mm采用坡口Y型焊縫形式。
-

 首頁(yè)
首頁(yè) 電話
電話 郵箱
郵箱 QQ
QQ